Automated surface finishing of plastic injection mold steel
with spherical grinding and ball burnishing processes
Received: 30 March 2004 / Accepted: 5 July 2004 / Published online: 30 March 2005. Springer-Verlag London Limited 2005
Abstract�� This study investigates the possibilities of automated spherical grinding and ball burnishing surface finishing processes in a freeform surface plastic injection mold steel PDS5 on a CNC machining center. The design and manufacture of a grinding tool holder has been accomplished in this study.The optimal surface grinding parameters were determined using Taguchi��s orthogonal array method for plastic injection molding steel PDS5 on a machining center. The optimal surface grinding parameters for the plastic injection mold steel PDS5 were the combination of an abrasive material of PA Al2O3, a grinding speed of 18 000 rpm, a grinding depth of 20 ��m, and a feed of 50 mm/min. The surface roughness Ra of the specimen can be improved from about 1.60 ��m to 0.35 ��m by using the optimal parameters for surface grinding. Surface roughness Ra can be further improved from about 0.343 ��m to 0.06 ��m by using the ball burnishing process with the optimal burnishing parameters.Applying the optimal surface grinding and burnishing parameters sequentially to a fine-milled freeform surface mold insert,the surface roughness Ra of freeform surface region on the tested part can be improved from about 2.15 ��m to 0.07 ��m.
Keywords�� Automated surface finishing;Ball burnishing process;Grinding process ;Surface roughness;Taguchi��s method
1 Introduction
Plastics are important engineering materials due to their specific characteristics, such as corrosion resistance, resistance to chemicals,low density, and ease of manufacture, and have increasingly replaced metallic components in industrial applications. Injection molding is one of the important forming processes for plastic products. The surface finish quality of the plastic injection mold is an essential requirement due to its direct effects on the appearance of the plastic product. Finishing processes such as grinding, polishing and lapping are commonly used to improve the surface finish.
The mounted grinding tools (wheels) have been widely used in conventional mold and die finishing industries. The geometric model of mounted grinding tools for automated surface finishing processes was introduced in [1]. A finishing process model of spherical grinding tools for automated surface finishing systems was developed in [2]. Grinding speed, depth of cut, feed rate, and wheel properties such as abrasive material and abrasive grain size, are the dominant parameters for the spherical grinding process, as shown in Fig. 1. The optimal spherical grinding parameters for the injection mold steel have not yet been investigated based in the literature.
In recent years, some research has been carried out in determining the optimal parameters of the ball burnishing process(Fig. 2). For instance, it has been found that plastic deformation on the workpiece surface can be reduced by using a tungsten carbide ball or a roller, thus improving the surface roughness, surface hardness, and fatigue resistance [3�C6]. The burnishing process is accomplished by machining centers [3, 4] and lathes [5, 6]. The main burnishing parameters having significant effects on the surface roughness are ball or roller material,burnishing force, feed rate, burnishing speed, lubrication, and number of burnishing passes, among others [3]. The optimal surface burnishing parameters for the plastic injection mold steel PDS5 were a combination of grease lubricant, the tungsten carbide ball, a burnishing speed of 200 mm/min, a burnishing force of 300 N, and a feed of 40 ��m [7]. The depth of penetration of the burnished surface using the optimal ball burnishing parameters was about 2.5 microns. The improvement of the surface roughness through burnishing process generally ranged between 40% and 90% [3�C7].
The aim of this study was to develop spherical grinding and ball burnishing surface finish processes of a freeform surfaceplastic injection mold on a machining center. The flowchart of automated surface finish using spherical grinding and ball burnishing processes is shown in Fig. 3. We began by designing and manufacturing the spherical grinding tool and its alignment device for use on a machining center. The optimal surface spherical grinding parameters were determined by utilizing a Taguchi��s orthogonal array method. Four factors and three corresponding levels were then chosen for the Taguchi��s L18 matrix experiment.The optimal mounted spherical grinding parameters for surface grinding were then applied to the surface finish of a freeform surface carrier. To improve the surface roughness, the ground surface was further burnished, using the optimal ball burnishing parameters.
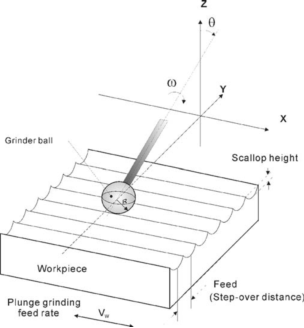
Fig1-1 Schematic diagram of the spherical grinding process
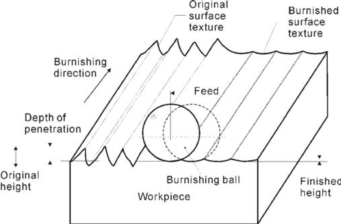
Fig2-1 Schematic diagram of the ball-burnishing
