
| 我们提供全套毕业设计和毕业论文服务,联系微信号:biyezuopinvvp QQ:1015083682 |
| CA6140车床齿轮机械加工工序卡片 |
| 文章来源:www.biyezuopin.vip 发布者:毕业作品网站
|
|
x; -ms-text-justify: inter-ideograph;">更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
3
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
30
|
车
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
车床
|
C620-1
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
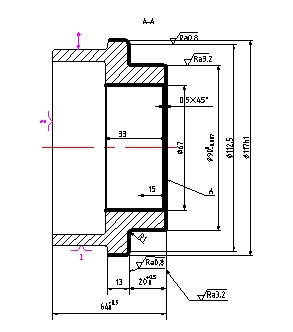
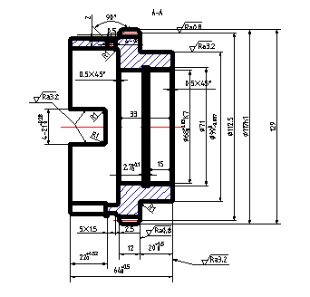
半精车φ117mm外圆,到图纸要求117mm
|
三爪自定心卡盘 YT5 -90°偏刀 游标卡尺 切槽刀 YT5 -镗刀
|
1000
|
36.7
|
0.6
|
0.75
|
2
|
15
|
|
|
02
|
半精车φ90外圆, 到图纸要求90mm
|
1000
|
36.7
|
0.60
|
1.25
|
1
|
20
|
|
|
03
|
半精车A端面,到图纸要求64 mm mm
|
三爪自定心卡盘 YT5 -90°偏刀 游标卡尺
|
130
|
45.5
|
0.52
|
1.3
|
1
|
20
|
|
|
04
|
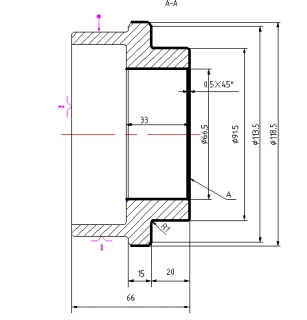
半精镗φ68mm内孔表面,保持尺寸67
|
三爪自定心卡盘 YT5 -90°偏刀 游标卡尺
|
370
|
28
|
0.2
|
1.5
|
1
|
40
|
|
|
05
|
倒右端A面的角。
|
YT5切槽刀 游标卡尺
|
130
|
45.5
|
0.6
|
1.25
|
1
|
5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
4
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
40
|
车
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
车床
|
C620-1
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
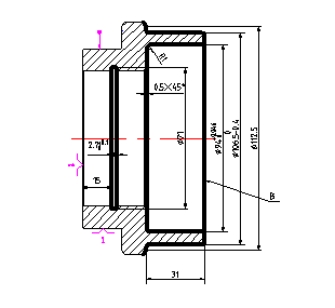
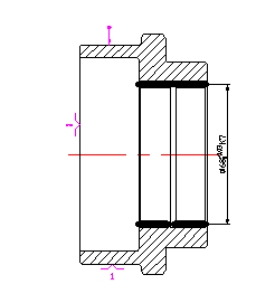
半精车φ106.5mm,到图纸要求 mm mm
|
三爪自定心卡盘 YT5 -90°偏刀 游标卡尺
|
1200
|
90
|
0.2
|
0.75
|
1
|
20
|
|
|
02
|
半精镗φ94内孔表面, 到图纸要求 mm mm
|
1200
|
100
|
0.3
|
1.25
|
60
|
10
|
|
|
03
|
倒角B端外圆面
|
1200
|
37.4
|
0.52
|
1
|
1
|
5
|
|
|
04
|
车台阶面,保持尺寸31mm
|
120
|
37.4
|
0.52
|
1.7
|
1
|
8
|
|
|
05
, |
车沟槽,保持尺寸2.70+0.14mmφ71mm圆槽内表面, 到图纸要求71mm  mm mm
|
三爪自定心卡盘 游标卡尺 切槽刀
|
120
|
37.4
|
0.52
|
1.7
|
1
|
8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
5
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
50
|
滚齿
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
滚齿机
|
Y3150
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
专用夹具
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
以A(或B)端面及Ø 68 k7内孔定位并夹紧
|
芯轴 齿轮滚刀 公法线百分表
|
1220
|
0.244
|
0.2
|
|
1
|
|
|
|
02
|
滚齿达图纸要求
|
1220
|
0.244
|
0.2
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
6
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
70
|
铣槽
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
铣床
|
X62W
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
铣槽专用夹具
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
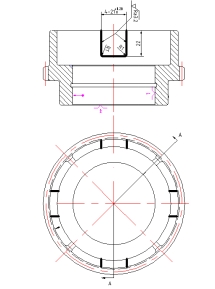
以A端面及Ø 68 k7内孔定位并夹紧
|
专用夹具 高速钢粗铣刀 游标卡尺
|
|
|
|
|
|
60
|
|
|
02
|
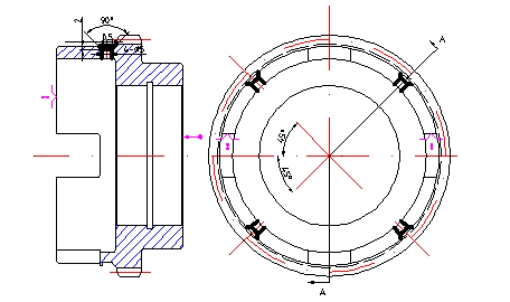
在4个工位上粗铣槽,保证槽宽14mm,深13mm
|
800
|
2500
|
3.78
|
13
|
1
|
41.5
|
|
|
03
|
在4个工位上铣槽,保证槽宽21 mm,深22mm mm,深22mm
|
800
|
2500
|
3.78
|
13
|
1
|
41.5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
,
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
7
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
80
|
车
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
车床
|
C620-1
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
机床三爪夹紧定位
|
三爪自定心卡盘 YT5 -镗刀 圆柱塞规 游标卡尺
|
1220
|
0.244
|
0.2
|
12
|
1
|
|
|
|
02
|
精镗φ68 K7内孔表面
|
1220
|
0.244
|
0.2
|
12
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
8
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
60
|
钻
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
钻床
|
Z525型立式钻床
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
钻孔专用夹具
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
钻第一个孔φ5mm
|
专用钻孔夹具
|
1200
|
9.6
|
0.16
|
手动
|
1
|
5
|
|
|
02
|
转过90°钻第二个孔φ5mm
|
专用钻孔夹具
|
1200
|
9.6
|
0.16
|
手动
|
1
|
5
|
|
|
03
|
转过90°钻第三个孔φ5mm
|
专用钻孔夹具
|
1200
|
9.6
|
0.16
|
手动
|
1
|
5
|
|
|
04
|
转过90°钻第四个孔φ5mm
|
专用钻孔夹具
|
1200
|
9.6
|
0.16
|
手动
|
1
|
5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
9
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
90
|
热处理
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
|
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
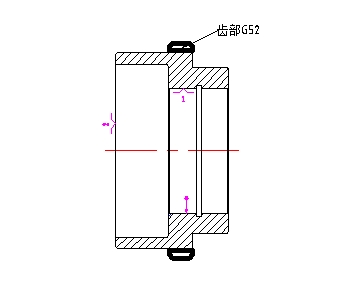
高频淬火 齿部G52
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
10
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
100
|
淬火
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
|
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
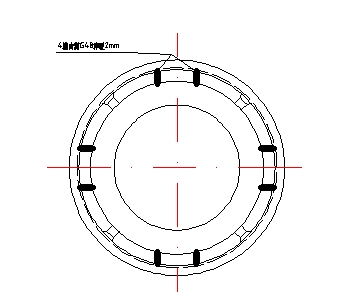
4槽内侧G48 淬硬2mm
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
,
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
11
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
110
|
去毛刺
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
|
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
去掉工件上所有的毛刺
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
12
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
120
|
检验入库
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
|
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
按图纸要求检验各部尺寸及技术要求
|
该工艺所有器量具
|
|
|
|
|
|
|
|
|
02
|
清洗
|
|
|
|
|
|
|
|
|
|
03
|
加工表面涂防锈油
|
|
|
|
|
|
|
|
|
|
04
|
入库
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
,
|
..
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
1
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
10
|
车
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
车床
|
C620-1
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
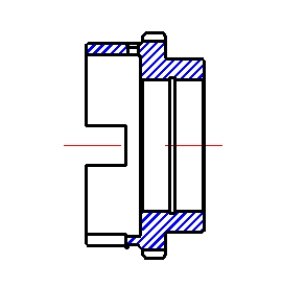
粗车外圆φ117mm,保持118.5mm
|
三爪自定心卡盘 YT5 -90°偏刀 游标卡尺
|
130
|
45.5
|
0.6
|
1.25
|
1
|
25
|
|
|
02
|
粗车外圆φ90mm,保持91.5mm
|
130
|
37.35
|
0.60
|
1.25
|
1
|
15.4
|
|
|
03
|
车右端A面
|
130
|
45.5
|
0.52
|
1.3
|
1
|
22
|
|
|
04
|
粗镗φ68mm孔内表面,保持尺寸66.5mm
|
三爪自定心卡盘 YT5 -90°偏刀 YT5 -镗刀 游标卡尺
|
370
|
28
|
0.2
|
1.5
|
1
|
35
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
更改文件号
|
签 字
|
日 期
|
标记
|
处数
|
更改文件号
|
签 字
|
|
|
|
机械加工工序卡片
|
产品型号
|
CA6140车床
|
零(部)件图号
|
84002
|
|
|
产品名称
|
|
零(部)件名称
|
CA6140车床齿轮
|
共
|
12
|
页
|
第
|
2
|
页
|
|
|
车间
|
工序号
|
工序名称
|
材 料 牌 号
|
|
金 工
|
20
|
车
|
45钢
|
|
毛 坯 种 类
|
毛坯外形尺寸
|
每毛坯可制件数
|
每 台 件 数
|
|
锻件
|
121×68
|
1
|
1
|
|
设备名称
|
设备型号
|
设备编号
|
同时加工件数
|
|
车床
|
C620-1
|
|
1
|
|
夹具编号
|
夹具名称
|
切削液
|
|
|
|
|
|
工位器具编号
|
工位器具名称
|
工序工时 (分)
|
|
准终
|
单件
|
|
|
|
|
|
|
工
步
号
|
工 步 内 容
|
工 艺 装 备
|
主轴转速
|
切削速度
|
进给量
|
切削深度
|
进给次数
|
工步工时
|
|
r/min
|
m/min
|
mm/r
|
mm
|
机动
|
辅助
|
|
01
|
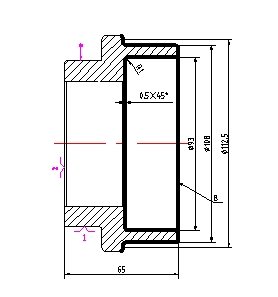
粗车φ106.5mm,保持尺寸108mm
|
三爪自定心卡盘 YT5- 45°外圆车刀 游标卡尺
|
120
|
41.4
|
0.65
|
1.75
|
1
|
25
|
|
|
02
|
粗车B端面,保持尺寸65mm
|
120
|
41.4
|
0.52
|
|
1
|
16
|
|
|
03
|
粗镗φ94内孔表面,保持尺寸93
|
三爪自定心卡盘 YT5- 45°外圆车刀 游标卡尺 内径百分尺
|
250
|
67.8
|
0.2
|
1
|
1
|
69
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
标记
|
处数
|
获取完整毕业设计资料
支付 200.00 元即可下载完整资料
立即下载
全套毕业设计论文现成成品资料请咨询微信号:biyezuopinvvp QQ:1015083682
返回首页
如转载请注明来源于www.biyezuopin.vip
|
|
|
|
