塑壳断路器螺钉调节系统试验台设计
摘要:塑壳断路器作为低压配电系统的核心保护器件,其脱扣性能直接决定电路运行安全性与可靠性。双金属片上的调节螺钉位置是影响脱扣精度的关键因素,当前行业多采用人工调节或半自动化预调节模式,存在定位误差大、扭矩控制不稳定、生产效率低等问题,难以满足规模化生产对产品一致性的要求。为解决上述痛点,本文设计一款塑壳断路器螺钉调节系统试验台,通过整合精密驱动、自动定位等技术,实现螺钉调节与锁紧的自动化、高精度运行。该试验台的研发可有效提升断路器脱扣性能稳定性,降低人工成本与产品不良率,对推动低压电器制造业的自动化升级具有重要现实意义与工程应用价值。
关键词:塑壳断路器,螺钉调节系统,试验台设计,自动化调节,脱扣性能
1 文献综述
社会经济快速发展,用电量不断增长,对供电质量和供电可靠性的要求越来越高。然而过电流现象在供电与用电系统中普遍存在,容易引起事故,带来巨大的经济损失[1]。塑壳断路器是低压配电网络中不可缺少的重要电器元件,用来切断故障线路,防止故障范围的扩大,从而削弱供配电线路由于线路过载或短路造成的严重后果,已经被广泛应用于航空航天、船舶、汽车及家用电器等领域。[2]
国家标准:GB1408.2-2001(IEC60947-2:1995)规定每台低压电器出厂前都需经过严格的测试、校验、标定,即进行短路瞬时断开、过载瞬时或定时限断开以及热脱扣反时限动作等保护特性试验[3]。
低压断路器的关键部件是脱扣器。脱扣器的主体通常为热元件---双金属片(由两层热膨胀系数不同的合金叠合而成),通电受热后双金属片产生挠曲变形,通电电流越大、时间越长,其变形量也越大。当过载电流通电到规定时间时,双金属片变形使得 其上的螺钉触动脱扣组件,以实现脱扣,从而起到过载保护作用[3]。
根据断路器脱扣原理,断路器脱扣延迟时间由双金属片的变形速度与脱扣螺钉的伸出长度决定。双金属片的变形速度又由其材料本身性质决定,所以,控制断路器的脱扣时间只能通过调节脱扣螺钉长度来实现。精准调节脱扣螺钉的伸出长度才能实现断路器在额定时间内跳闸保护,其机械调整的动作应该是在双金属片受热变形的同时调节脱扣螺钉长度,使其在预设时间内跳闸,再由螺母锁定其长度。[4]
2 选题背景及其意义
在工业生产、商业建筑及居民住宅的配电系统中,塑壳断路器扮演着“安全卫士”的关键角色,它如同电路系统的智能阀门,能够在电路出现过载、短路、漏电等突发状况时迅速动作,切断故障电路,有效避免设备烧毁、火灾爆炸等严重安全事故的发生,是保障电力系统稳定运行和人员财产安全的核心保护设备。而塑壳断路器的保护可靠性,完全依赖于脱扣特性、接触压力、分断速度等一系列关键性能参数的精准控制――脱扣特性的精度直接决定了电路过载时的响应阈值,若阈值偏高,会导致保护滞后引发设备损坏;若阈值偏低,则会造成误动作影响正常供电;接触压力则关系到导电回路的接触电阻,压力不足易导致触点发热氧化,加剧电能损耗甚至引发电弧故障。这些核心参数的校准与优化,最终都需要通过断路器内部的螺钉调节机构来实现,螺钉调节的精准度俨然成为决定塑壳断路器性能优劣的“最后一道关卡”。
然而,当前国内塑壳断路器生产行业中,螺钉调节环节普遍采用传统的人工操作模式,这种依赖人工经验的调节方式正逐渐成为制约产业发展的“瓶颈”。从调节精度来看,工人通常依靠肉眼观察指针式仪表读数,结合个人操作经验转动螺钉,不仅难以精准把控调节量,还会因操作习惯、疲劳程度等个体差异,导致同批次产品的参数一致性极差,部分产品甚至出现调节超差问题,直接影响断路器的保护性能稳定性。从生产效率来看,一名熟练工人平均每小时仅能完成数十台断路器的调节工作,面对现代电力装备行业规模化生产的需求,人工调节的效率已远远跟不上生产线的节拍。与此同时,近年来人工成本持续攀升,企业为保证产品质量不得不投入大量人力进行重复检测与返工,进一步增加了生产成本,使得传统生产模式难以适配现代制造业对标准化、高精度、高效率生产的核心需求。

图2.1 传统人工调节塑壳断路器螺钉图
随着智能制造技术的迅猛发展以及电力行业对配电系统可靠性要求的不断提升,塑壳断路器面临着更为严苛的性能考验。一方面,新能源、数据中心等新兴领域的兴起,对断路器的响应速度、参数稳定性提出了更高标准;另一方面,电力装备自动化生产线的普及,要求所有生产检测环节都能实现流程化、数字化衔接。在这样的产业背景下,传统人工调节方式的弊端愈发凸显:不仅无法保证参数调节的精准性与一致性,更难以实现调节过程的数据记录与追溯,一旦出现产品质量问题,无法快速定位故障原因,给后续的质量改进带来极大困难。因此,研发一款专门针对塑壳断路器螺钉调节的系统试验台,实现调节过程的量化测试、数据自动采集、全程追溯与精准优化,已成为电力装备制造行业亟待解决的迫切需求。
本选题聚焦塑壳断路器螺钉调节的技术痛点与产业需求,其研究与应用具有重要的现实意义和实践价值。在技术层面,该试验台能够突破人工调节的主观性局限,通过标准化测试环境复现不同工况下的调节效果,实现调节参数的精准测量与数据分析,为螺钉调节机构的参数匹配优化提供客观依据,助力解决调节精度与断路器性能适配的技术瓶颈。在产业层面,试验台的应用可显著提升塑壳断路器生产检测效率,降低产品不合格率与人工成本,增强企业核心竞争力,同时适配电力装备自动化、规模化生产趋势,为配电系统的安全稳定运行提供技术支撑。在学术层面,该研究填补了塑壳断路器螺钉调节专用试验设备的研究空白,丰富了低压电器检测与优化的学术体系,为同类电气设备的参数调节试验平台设计提供了可借鉴的思路,推动低压电器领域的技术研究与创新发展。
3 研究内容
3.1 机械执行系统设计与工作原理研究
明确机械执行系统的核心功能需求,研究 “定位 - 夹紧 - 调节” 的协同工作机制;设计模块化机械架构,通过电机与丝杠的配合实现直线运动转化,结合导轨导向保障运动精度,依托电机或气缸驱动完成断路器夹紧与松夹动作,确保调节过程稳定可控。
3.2 定位夹紧机构精准适配设计
针对上海人民电器厂 RMM1-160H(In 100A)塑壳断路器的尺寸与安装孔位特性,并依据 RMM1-160H 的安装基准与调节螺钉分布,设计 X 、Y轴定位机构;依据 RMM1-160H 三相电接口的位置参数,设计上下对称式夹爪结构,进一步固定断路器位置,防止调节过程中偏移。
3.3 螺钉调节执行机构设计
采用 “Z 轴升降 + 电动螺丝刀” 结构,Z 轴由伺服电机驱动高精度滚珠丝杠;螺丝刀经减速器与电机相连,支持闭环控制,确保调节精度。
3.4 控制系统硬件集成与通讯设计
研究控制系统核心部件选型依据,以 PLC 为控制核心,搭配运动控制模块、伺服系统及 I/O 扩展模块,构建多模块协同控制架构;设计通讯方案,实现 PLC 与触摸屏、数据存储模块的实时数据交互,保障指令传输与数据采集的高效性。
3.5 数据采集系统设计
数据采集与处理系统用于捕捉调节过程中的关键参数,为性能验证与质量追溯提供依据。选用高精度传感器组建采集网络,以实现这一功能。
3.6 软件程序开发与功能实现
PLC 程序采用模块化设计,包含定位、调节、数据采集等核心子程序,实现自动化流程控制;触摸屏开发参数设置、数据显示等功能模块。
4 方案设计
4.1 设计任务分析
围绕上海人民电器厂 RMM1-160H(In 100A)塑壳断路器的调试需求,完成专用螺钉调节试验台的设计开发,核心达成如下目标:一是实现塑壳断路器的准确定位;二是实现三相电接口精准对位与稳定夹紧;三是完成对螺钉的高精度调节;四是实现调节过程参数实时采集、存储与追溯,满足产品质量管控需求。
设计方案针对对象介绍:

图4.1.1 RMM1-160H(In 100A)塑壳断路器图
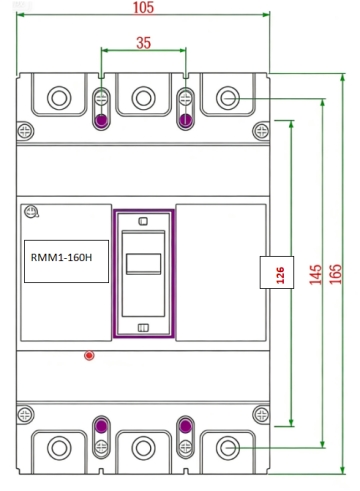
图4.1.2 RMM1-160H(In 100A)塑壳断路器尺寸图1
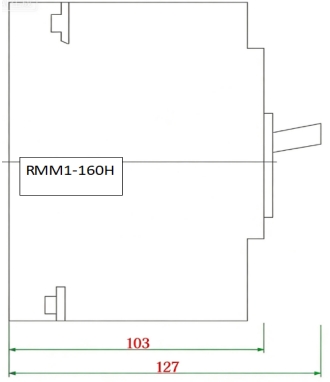
图4.1.3 RMM1-160H(In 100A)塑壳断路器尺寸图2
尺寸说明:
外形尺寸:宽*长*高=105*165*127 mm
安装尺寸:35*126 mm
相邻两相接口中心间距: 35mm
三相接口总宽度: 90mm
接口至边缘距离: 7.5mm
上海人民电器厂 RMM1-160H(In 100A)是一款专为三相系统设计的高分断能力塑壳断路器,集过载、短路和欠压保护于一体,适用于工业、商业和民用建筑的配电系统。
其他参数如下表:
表4.1.1 RMM1-160H(In 100A)塑壳断路器参数表
|
参数项
|
数值
|
说明
|
|
额定工作电压
|
400V
|
适用于三相四线制系统
|
|
额定绝缘电压
|
690V
|
最高耐受电压
|
|
额定冲击耐受电压
|
8kV
|
抗雷击和浪涌能力
|
|
额定电流
|
100A
|
长期稳定工作最大电流
|
|
壳架电流
|
160A
|
断路器框架能承载的最大电流
|
|
脱扣特性
|
热磁式
|
过载长延时 + 短路瞬时双重保护
|
|
操作方式
|
手动操作
|
标配为手动合闸 / 分闸
|
|
符合标准
|
GBGB14048.2 IEC60947-2
|
国际和国家标准
|
|
重量规格
|
约3KG
|
无
|
4.2 方案一
塑壳断路器是一种非常重要的低压配电和保护电器,具有过载保护和短路保护的作用。其中在过载保护时,采用热动原理(双金属片),当电路中流过的电流超过额定电流,电流产生的热量使双金属片向膨胀系数小的一侧弯曲。这种弯曲产生的位移推动调节螺钉,螺钉再将这个推力传递给脱扣机构。当位移量累积到足以释放脱扣杆时,断路器在弹簧的作用下迅速跳闸,切断电路。
当发生过载时,如果在规定时间内塑壳断路器无法发生有效的动作,此时就需要调节螺钉在双金属片上的位置,使螺钉端部在规定的时间内接触脱扣杆,从而切断电流回路。
本方案采用三层架构,分别是数据监控层、控制层和现场执行层。以双金属片(热脱扣器)过载脱扣特性为调节目标,通过 “通电检测 - 数据反馈 - 精准调节” 的闭环流程,解决传统手工调节随机性大、精度低的问题,确保断路器在规定脱扣时间内可靠动作。
(1) 系统架构图
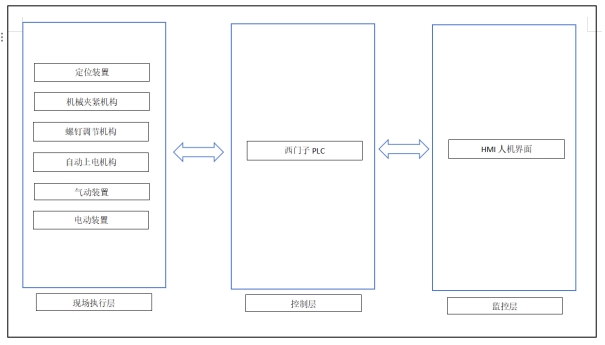
图4.2.1 系统架构图
这张系统框架图展示了塑壳断路器螺钉调节系统试验台的三层架构,各层级具体内容如下:
l 现场执行层
包含多种执行机构,是系统功能的 “直接执行者”:
定位装置:试验台具有定位台,可对工件进行高精度定位,确保后续操作的位置准确性。
机械夹紧机构:用于固定工件,为螺钉调节等工序提供稳定的操作对象。
螺钉调节机构:核心执行机构,负责对塑壳断路器的螺钉进行调节、拧紧等操作,是试验台的关键工艺模块。
自动上电机构:为塑壳断路器提供电力,满足试验或调节时的供电需求。
气动装置:以压缩空气为动力,为机械机构提供动力源,实现直线或往复运动。
电动装置:以电机为动力源,为相应的机械结构提供动力,以实现直线或旋转运动。
l 控制层
核心是西门子 PLC,它是系统的 “大脑”:
负责接收监控层的指令,对现场执行层的各机构进行逻辑运算、动作调度、状态反馈。
实现各执行机构的协调联动,确保螺钉调节等工艺按预设流程自动、稳定运行。
l 监控层
核心是HMI 人机界面,是 “人机交互窗口”:
操作人员可通过 HMI 界面实时监控现场执行层各机构的运行状态(如设备是否启动、螺钉调节进度等)。
可下发控制指令(如启动 / 停止等),并接收 PLC 反馈的系统数据,实现对整个试验台的可视化管理与远程干预。
(2) 结构简图
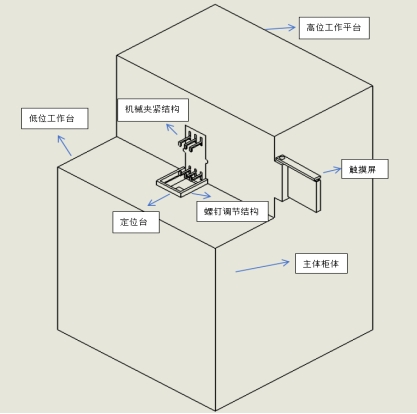
图4.2.2 塑壳断路器螺钉调节系统试验台外形图
l 如图4.2.2塑壳断路器螺钉调节系统试验台外形图,呈现了设备的布局与核心功能区域,整体为模块化柜体结构,具体组成及作用如下:
① 主体柜体:分为高低两个独立模块,是试验台的支撑载体,同时集成了内部的电气控制、动力驱动等部件,模块化设计便于后期维护与功能拓展。
② 左侧低位工作平台:是试验台的核心操作区,平台上方的装置为断路器作业单元,包含:
塑壳断路器定位台:用于精准固定待调节的断路器,保证后续夹紧、通电、螺钉调节的位置精度;
螺钉调节机构:集成了螺钉调节组件,负责完成螺钉的精准调节动作。
③ 右侧高位柜体包含:
控制交互区:柜体表面的窗口为触摸屏操作界面,用于向设备发送执行信号、显示流程状态与数据,是人机交互的核心部件。
机械夹紧结构:主要负责夹紧塑壳断路器,并对其进行通断电控制。
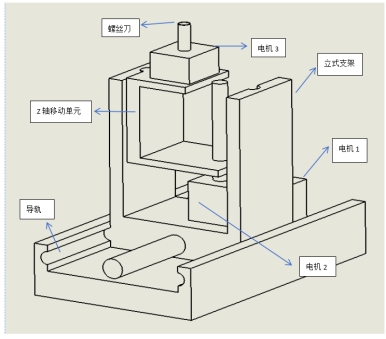
图4.2.3 螺钉调节结构简图
l 如图4.2.3螺钉调节结构简图,这是一款集成 X 轴、Z 轴双轴驱动的自动化螺钉调节执行机构,专为塑壳断路器的精准螺钉调节设计,结合其运动功能的结构拆解如下:
① 底部 X 轴移动单元:底部基座上的导轨(图片中基座表面的槽型 / 圆柱结构)是 X 轴移动的导向载体,配合电机1驱动的丝杠机构,可驱动整个立式支架框架沿 X 轴做水平直线移动,实现调节机构在水平方向的位置调整,精准对准塑壳断路器上的目标螺钉。
② 立式支架与 Z 轴驱动单元:立式支架框架是机构的核心承载结构,框架上集成了 Z 轴直线移动单元(由电机2驱动),该电机可通过丝杠结构带动移动结构(含电动螺丝刀)沿竖直方向(Z 轴)做直线移动,实现螺丝刀在高度方向的进给与复位。
③ 电动螺丝刀执行单元:电动螺丝刀由电机3驱动旋转,电动螺丝刀的动力核心是 “驱动电机 + 减速器” 的组合:电机提供基础旋转动力,经减速器减速后,既能降低转速以适配螺钉调节的精细操作节奏,又能增大输出扭矩,保证螺钉调节的力矩精准。
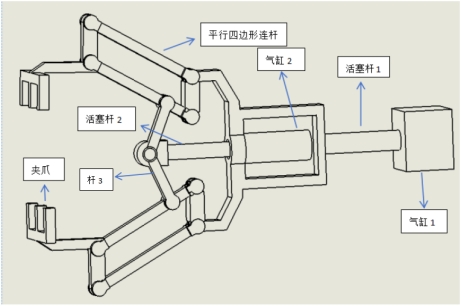
图4.2.4 机械夹紧结构简图
l 如图4.2.4 机械夹紧结构简图,这是塑壳断路器螺钉调节系统试验台的专用机械夹紧结构,专为断路器的定位固定与三相电接口可靠对接设计,核心集成了双方向驱动功能,具体结构及作用如下:
① Y 轴移动单元:结构右侧的气缸1 + 活塞杆组件1是 Y 轴驱动核心,通过气缸1的伸缩动作带动活塞杆直线移动,实现整个夹紧结构沿 Y 轴的进退:向断路器方向移动可完成对接准备,远离则便于断路器的上料 / 下料,是夹紧流程的前置定位环节。
② 三爪式夹爪组件:上下两组夹爪均采用三爪结构,其布局与塑壳断路器的三相电接口精准对应 ―― 既负责物理夹紧固定断路器,也能同步实现三相电的导电连接,为后续通电检测环节提供通路基础。
③ Z 轴夹爪驱动单元:气缸2负责打开和关闭夹爪,允许他们夹紧和松开断路器。平行四边形连杆、杆3和活塞杆2组成了一个曲柄滑块机构,驱动件为气缸2,安装在连杆机构的中间用来驱动铰点,当活塞杆2伸出时夹爪张开,收缩时夹爪夹紧,通过多杆联动将直线运动转化为夹爪的同步平行开合。
4.3方案二
方案二除机械夹紧结构与方案一不同外,其余均与方案一保持一致。
(1) 方案二结构简图
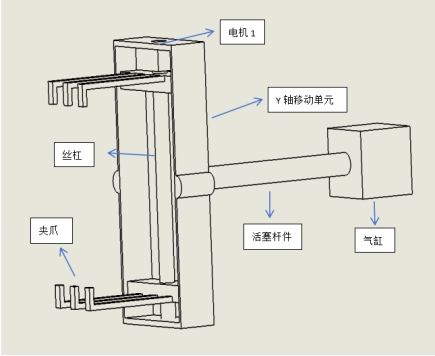
图4.3.1 机械夹紧结构简图
l 该装置由 “夹爪执行组件 + 电机驱动单元 + 辅助控制部件” 组成,具体包括:
① Z 轴驱动单元:夹爪的 Z 轴移动由电机1 + 相反螺纹丝杠驱动:电机带动丝杠旋转时,因丝杠两段螺纹旋向相反,可驱动上下夹爪沿 Z 轴同步做相向 / 相背移动 ―― 相向移动实现对断路器三相接口的均匀夹紧,相背移动则完成松开动作,保证对接位置精准且夹紧力稳定。
② Y轴驱动单元:驱动件为气缸,通过气缸使活塞杆件移动,从而带动Y轴移动单元移动。
③ 夹爪:上下两组夹爪均采用三爪结构,其布局与塑壳断路器的三相电接口精准对应 ―― 既负责物理夹紧固定断路器,也能同步实现三相电的导电连接,为后续通电检测环节提供通路基础。
4.4 方案对比及选择
(1) 结合本试验台的核心设计目标(适配 RMM1-160H 断路器、实现高精度调节、保障生产效率、降低综合成本)及工业生产场景的实际需求,选择方案二的理由如下:
表4.4.1 方案对比及选择表
|
对比维度
|
方案一
|
方案二
|
|
驱动方式
|
Z 轴夹爪:气缸 + 平行四边形连杆(曲柄滑块机构)
Y 轴移动:气缸驱动
|
Z 轴夹爪:电机 + 相反螺纹丝杠
Y 轴移动:气缸驱动
|
|
夹紧定位精度
|
精度较低,受气压波动、连杆间隙影响,夹爪开合同步性差,易出现上下夹爪错位,导致三相电接口对接偏移
|
电机闭环控制+丝杠刚性传动,无中间传动间隙,上下夹爪同步精度高,精准对准三相电接口
|
|
夹紧力稳定性
|
不稳定,气压变化易导致夹紧力波动,易出现“过夹伤件”或“夹松移位”问题
|
稳定可控,通过电机扭矩反馈实现夹紧力量化调节,适配不同工况需求
|
|
断路器适配性
|
单一适配性,需更换连杆机构才能调整夹爪行程,仅支持RMM1-160H单一型号
|
多型号兼容,通过PLC程序调节电机行程,可适配不同规格螺钉的断路器
|
|
操作与维护
|
需定期校准气压阀和连杆间隙,夹紧参数调整依赖机械改装,操作繁琐
|
触摸屏参数化设置夹紧力、行程,无易损气动部件,维护成本低,操作便捷
|
综上,方案二的机械夹紧结构在适配性、安全性、效率、成本、可靠性等方面均优于方案一,且与试验台的整体架构、设计目标及工业生产场景的实际需求高度契合,因此选择方案二作为本塑壳断路器螺钉调节系统试验台的最终方案。
(2) 所选方案二流程图

图4.2.5 方案二流程图
5 工作特色及其难点,拟采取的解决措施
5.1 工作特色及其难点
l 工作特色
(1) 精准化调节设计,直击核心痛点
聚焦 RMM1-160H 塑壳断路器双金属片螺钉调节的核心需求,采用 “X 轴定位 + Z 轴升降 + 扭矩 / 位移双闭环控制” 架构,突破传统人工调节的主观性局限,实现调节精度从 “经验依赖” 到 “量化可控” 的转变,适配高分断断路器对脱扣特性的严苛要求。
(2) 多模块协同控制架构
采用 “监控层 - HMI 人机界面 + 控制层 - 西门子 PLC + 现场执行层 - 机电一体化机构” 的三层架构,实现 “定位 - 夹紧 - 通电检测 - 调节 - 数据反馈” 的全流程自动化闭环运行,大幅提升生产检测效率。
(3) 模块化与柔性化兼容
机械执行系统采用模块化设计,定位夹紧机构针对 RMM1-160H 的尺寸与接口特性定制,同时支持通过 PLC 编程调整,可适配塑壳断路器,满足规模化生产中的柔性化需求。
(4) 全流程数字化追溯
整合传感器构建多维度数据采集网络,实现调节过程中定位精度、夹紧力、螺钉调节量、脱扣时间等参数的实时采集、存储与可视化展示,解决传统人工调节 “无数据、难追溯” 的行业痛点。
l 工作难点
(1) 夹紧力与导电接触的平衡控制
机械夹紧机构需同时实现两大功能 ―― 物理固定断路器与三相电接口可靠导电,夹紧力过大易损坏塑料壳体或压伤导电接口,过小则导致接触电阻波动,影响脱扣特性检测精度。
(2) 多模块协同控制的稳定性
系统涉及 PLC、伺服电机、传感器、气动 / 电动执行机构等多个模块,各模块间的指令传输、状态反馈需精准协同,如何避免电磁干扰、信号延迟导致的动作紊乱,保障长期连续作业的稳定性,是控制层设计的核心挑战。
(3) 三相螺钉调节精度控制
RMM1-160H 为三相断路器,需保证三相双金属片螺钉调节的一致性,而机械加工误差、调节机构运动间隙可能导致三相调节量偏差,如何控制精度是技术难点。
5.2 拟采取的解决措施
(1) 针对 “多模块协同控制的稳定性” 难点
采用模块化编程思路,将定位、夹紧、调节、数据采集等功能拆分子程序,通过 PLC 的状态机管理各模块动作逻辑,设置 “动作互锁”(如未夹紧时禁止通电、未定位时禁止调节)。
(2) 针对 “三相螺钉调节精度” 难点
选用高精度滚珠丝杠与带编码器的伺服电机,搭配激光位移传感器实时反馈 Z 轴调节行程,构建 “位置 ” 闭环控制,提升单轴调节精度。
(3) 针对“夹紧力与导电接触的平衡控制”难点
采用夹爪行程限位方案,在夹爪运动路径上设置物理限位块(对应最大夹紧行程),防止失控导致夹爪过度挤压壳体。
6 论文工作量及预期进度
2025.12 收集文献资料,拟订总体设计方案,撰写开题报告
2026.1 系统有关设计计算, 三维建模
2026.3 绘制总装配图,绘制主要零件的零件图,
2026.4 控制系统设计,接线原理图,控制系统部分程序编写
2026.5 撰写毕业论文,修改及准备答辩
7 预期成果及其可能的创新点
预期成果:塑壳断路器螺钉调节系统试验台
形成一套详细的塑壳断路器螺钉调节系统试验台设计方案,涵盖从机械结构设计到控制系统开发,包括设计图纸、技术规格说明书、工艺流程规划等。
可能的创新点:研发 “力 - 位移 - 电阻” 多维度协同闭环控制策略,融合积分分离 PID 与调节反作用力前馈补偿算法,实时修正机械间隙与环境干扰,使调节精度大幅提高,大大减小脱扣时间检测误差。搭建全流程数字化追溯体系,实时采集定位坐标、夹紧力、脱扣时间等关键参数,为产品质量管控提供可追溯的数据支撑,全面适配低压电器规模化、柔性化生产需求。
参考文献:
[1] 刘友松.智能塑壳断路器过流保护技术的研究[D].河北工业大学,2016
[2] 毛国伟.塑壳断路器热双金属片动作特性仿真分析[J].天津航空机电有限公司,2023.
[3] 程武山,许勇.低压断路器智能测试调整系统的基本原理[J].上海工程技术大学,2016
[4] 杜向阳,徐超,贾聪.断路器自动调节锁紧机的开发设计[J].上海工程技术大学,2016
[5] 程武山,机电仪一体化低压断路器智能测试系统研发 [J].上海工程技术大学科研处,2011
[6] 聂宗军,王中林,一种塑壳断路器双金螺钉调节装置及调节方法[J].国家知识产权局,2021.
[7] 任文博,颜兵兵,毕冉,任国宝.基于多连杆机构的电动机械夹爪设计[D].佳木斯大学学报,2023
[8] 刘荣辉.煤矿井下钻机连杆同步夹紧机械爪结构设计[J].中煤科工集团重庆研究院有限公司.2025.
[9] 林小军,梁博,李伟全,黄旭,董海燕,王潞阳.低压塑壳断路器电弧运动机理与分断特性分析[J].社会科学Ⅱ辑.2025.
[10] 王先逵.机械制造工艺学[M].清华大学出版社,2017.
[11] 王雄耀.工业机械手在制造业中的应用实例与分析[M].机械工业出社.2019.
[12] 成大先.机械设计手册[M].化学工业出版社,2016.
[13] 丁树模.机械工程学[M].北京:机械工业出版社,2000.
[14] 孙立宁,曲道奎等.先进机器人技术与系统进展[M].科学出版社,2021.
[15] 李海雁.气动在机械手中的应用[J].中国高新技术企业,2014.
[16]Huang J, Shen B, Yang F. Simulation Model of Shipboard Low Voltage Molded Case Circuit Breaker Based on PSCAD/EMTDC[J].Journal of Power and Energy Engineering.2014
[17] 杨济泽.基于机器视觉的低压塑壳断路器智能测试系统的研究与实现[D].沈阳师范大学.2023.
[18] 薛冬.电力保护装置自动测试系统设计与研究[J]工业控制计算机.2022
[19]Bin Z.The Automatic Up-Down Material Manipulator Wrist 3d Design[J].Applied Mechanics and Materials,2012.
