| 设计 任务书 文档 开题 答辩 说明书 格式 模板 外文 翻译 范文 资料 作品 文献 课程 实习 指导 调研 下载 网络教育 计算机 网站 网页 小程序 商城 购物 订餐 电影 安卓 Android Html Html5 SSM SSH Python 爬虫 大数据 管理系统 图书 校园网 考试 选题 网络安全 推荐系统 机械 模具 夹具 自动化 数控 车床 汽车 故障 诊断 电机 建模 机械手 去壳机 千斤顶 变速器 减速器 图纸 电气 变电站 电子 Stm32 单片机 物联网 监控 密码锁 Plc 组态 控制 智能 Matlab 土木 建筑 结构 框架 教学楼 住宅楼 造价 施工 办公楼 给水 排水 桥梁 刚构桥 水利 重力坝 水库 采矿 环境 化工 固废 工厂 视觉传达 室内设计 产品设计 电子商务 物流 盈利 案例 分析 评估 报告 营销 报销 会计 |
|
|
|
| 首 页 | 机械毕业设计 | 电子电气毕业设计 | 计算机毕业设计 | 土木工程毕业设计 | 视觉传达毕业设计 | 理工论文 | 文科论文 | 毕设资料 | 帮助中心 | 设计流程 |
您现在所在的位置:首页 >>毕设资料 >> 文章内容 |
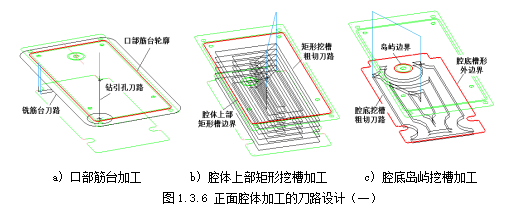
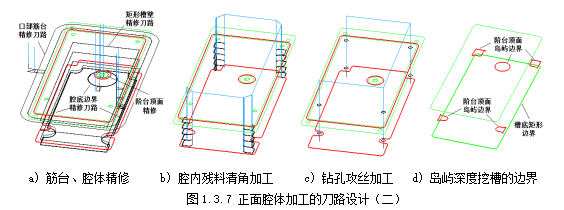
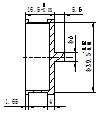
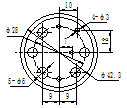
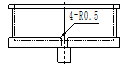
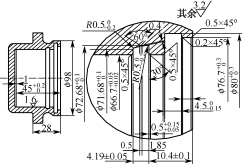
零件加工刀路设计说明(样例) 1.正面腔体加工的刀路设计 正面加工主要是腔体部分的加工、口部筋台加工及钻孔加工。
口部筋台加工的刀路可直接以筋台外边界作轮廓铣削刀路设计,小直径铣刀精修时可根据筋台面最宽处径向分次设计,或以稍大于毛坯边廓绘制岛屿挖槽的外边界后,按岛屿挖槽进行刀路设计;腔体上部以腔体内侧矩形槽为边界作一般挖槽的刀路设计,控制挖槽深度至腔内阶台顶面;腔体下部以腔体内侧矩形为外边界、各阶台轮廓为岛屿,作带岛屿的一般挖槽刀路设计。
关于毕业设计的说明: 1、 毕业论文的题目可以是自己实习中实际经历的项目也可以是我提供的题目。如果自己在实际工作中有与数控加工、维修、生产管理、技术改造等相关工作经历,亦可作为自选课题撰写论文,但要求内容翔实,严禁从网络抄袭论文。 2、 原则同一题目不能超过3人。 3、 论文各部分排版装订顺序原则上按拿到的设计课题电子文档预定格式进行,即:封面→图样→任务书→开题报告→中英文摘要→目录→按目录序整理的论文正文各项→参考文献→外文资料翻译。 4、 资料中提供的论文电子样稿是供大家规范论文格式的参照,很多内容都是需要大家根据自己的论文题目及内容重新整理的,不可生搬硬套。对于连题目、作者姓名、与题目相关的原始文字内容原封不动地提交上来的,将一律发回重改,真诚地希望大家能认真整理。 5、 开题报告及中英文摘要样稿与绝大部分同学的毕业设计题目存在很大差异,切忌照搬原文,一定要根据自己撰写的论文题意进行重新整理。 6、 无论大家工作多忙,请务必挤出时间对整个论文文稿进行统一排版后再提交。最终提交的应是按格式规范将论文所要求的各项内容汇总在一个文稿中的,而不是由零散的多个文件构成的文件夹。除提交电子档外,还必须上交一份纸质论文文稿。 时间安排如下: 1) 从现在开始到本月底,自由申报。请班级组织将各位所选题目列表统计后传给我。 2) 从今年12月2日开始到2019年4月15日为毕业设计任务完成期,我将在办公室或网上进行答疑。 3) 从2019年4月15日到2019年4月30日为毕业设计答辩期,原则上在校答辩,也可以申请网上答辩。 #数控机床维修与升级改造类论文中至少应涉及到下述内容# 1、 项目的来源及相关情况说明; 本部分详细叙述项目的产生过程,项目的具体内容、基本要求与目的。 2、 项目所涉及的理论知识及所收集的资料(尽可能详细); 本部分详细叙述项目的所涉及的系列理论知识及所收集的相关资料。 3、 项目的实施过程(实际参与的实施过程的记录资料); 本部分详细叙述项目的实施过程,现场相关记录资料(包括图片、表格等资料)。如设计文件(资料)、施工文件(资料)、施工记录等。 4、 相关成果介绍; 本部分详细叙述项目的实施后取得的成效。 5、 收获与体会。 6、 参考资料。 #毕业设计的零件加工工艺设计中至少应涉及到下述内容# 零件加工总体工艺简卡(样例1)
或: 零件加工总体工艺简卡(样例2)
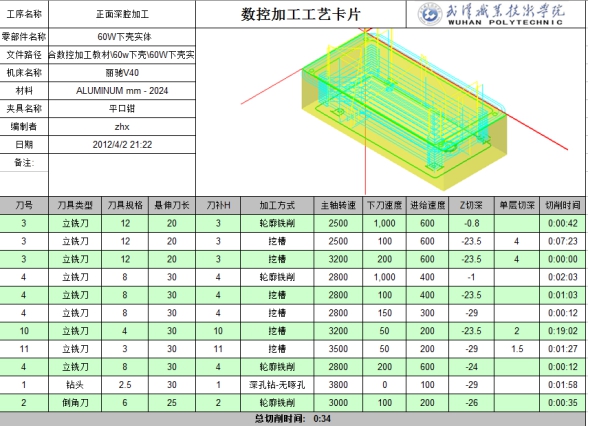
零件某道加工工序的工序卡(样例1)
或: 零件某道加工工序的工序卡(样例2)
本类最新文章
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||